A new pedestrian bridge over Rhyl Harbour in North Wales consists of two 30 m long composite lifting decks. This is the story of its design and installation.
FRP composite bridges – a brief history
Bridges have traditionally been manufactured mainly from steel or concrete and alternative materials are rarely considered. However, the last 15 to 20 years has seen an increasing use of fibre reinforced polymer (FRP) composites in bridge construction.
Initial applications in Europe were limited to pedestrian and cycle bridges and there are now hundreds in service. In the USA composite decks and occasionally beams are increasingly used for both pedestrian and road bridge construction, but 100% composite structures are still rare.
Advantages of composite bridges Reduced mass (typically 2 tonnes for a 12 m pedestrian bridge):
- smaller cranes required for installation;
- smaller foundations require less subterranean excavation and disruption;
- easier to manufacture offsite in fewer parts;
- quicker to install, minimising possession times.
Increased durability:
- 100 year design life is now common;
- resists atmospheric corrosion;
- resistant to most chemicals, fuels, de-icing salts, etc.;
- paint systems don’t degrade due to corrosion of the substrate.
- greater freedom of form;
More sustainable:
- lower embodied energy;
- less fuel used for transportation.
Electrically insulating:
- desirable for some applications.
Composite bridges offer a number of significant advantages over those manufactured from metal or concrete (see box).
In the UK, 100% FRP composite bridges are still few in number and they have yet to appear as mainstream structures. The majority of applications involve the use of composite materials for decks and balustrade systems manufactured using the pultrusion process alongside steel or concrete primary structural elements, or for strengthening of existing steel or concrete structures.
This slow take-up of the technology is the result of a number of reasons:
- lack of relevant design codes;
- lack of structural engineers experienced using FRP materials;
- lack of general knowledge on the properties of FRP materials;
- lack of reliable materials properties data.
Many universities have been slow to add a significant composites element to their materials and engineering modules and this has inhibited the growth of application of composite materials in the construction industry. However, with the development and introduction of relevant design codes such as the new Eurocodes, and work undertaken by NGCC (Network Group for Composites in Construction), Composites UK and other specialist trade associations, the number of applications has begun to grow.
In the UK, both the Highways Agency and Network Rail have experimented with FRP bridges. The Asset West Mill road bridge completed in 2002 was the first 100% FRP UK road bridge, and Network Rail have now completed three all-composite pedestrian bridges, each using a different method of construction.
The first bridge was installed in St Austell and constructed using a series of pultrusions and moulded fairings. The Bradkirk Bridge, located near Blackpool, was manufactured by composites company AM Structures in 2009 and is the only moulded bridge of the three. The third bridge is installed at Dawlish station and is constructed using pultrusions, sandwich panels and moulded stairways.
The moulding process offers a number of advantages:
- it allows far greater freedom of form for the architect;
- it results in a more efficient structure and use of materials, and thus lower weight;
- it results in a structure with fewer, or no joins leading to greater reliability and less installation cost.
However, a moulded bridge can require a greater level of engineering skill due to a more complex geometry. The Rhyl Harbour Lifting Bridge is one such bridge.
Innovation in design – a landmark structure
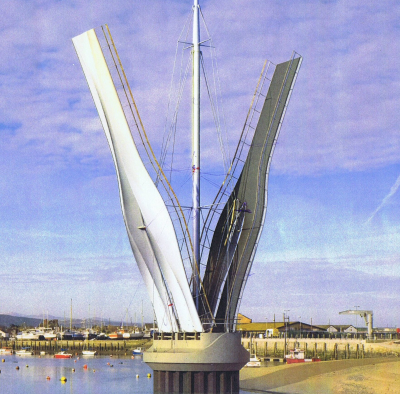
In response to a tender call from Denbighshire County Council for a new lifting bridge over Rhyl Harbour in North Wales, engineering and design consultancy Ramboll and civil engineering and building company Dawnus developed a design proposal consisting of two mirroring 30 m long decks which are hinged on a central caisson and lifted by cables running up to a central mast.
Almost 50 m tall, the mast is stayed by rigging similar to a sailboat’s and makes the bridge and the harbour visible from miles around. The pulley mechanism and lifting cables are located within the central mast. To balance the lift the mirroring decks are lifted simultaneously.
The mast is structural up to the lower spreaders and purely architectural above. It is fabricated from duplex stainless steel.
The new bridge serves as an additional crossing for pedestrians and cyclists, spanning the River Clwyd from Rhyl’s West Parade to a newly created public area on the Kinmel Bay side of the river. The elegantly designed opening lightweight bridge has already become an iconic landmark attracting many visitors to the area.
Lightweight and sculptured deck geometry
Denbighshire County Council was interested in minimising the use of energy for each lifting operation.
To give access to moorings upstream of the bridge, the new pedestrian and cycle crossing is likely to be opened several times a day and Denbighshire County Council was interested in minimising the use of energy for each lifting operation. The use of moulded structural FRP composite materials for the bridge decks became an integral part of the design concept to save as much weight as possible to reduce lifting time and reduce power consumption. It also allowed a more sculptured deck shape, which provides a striking, iconic sight when the bridge is opened.
Ramboll approached AM Structures in early 2009 to review the concept of the bridge span construction and to provide feedback on the manufacturing process and weight estimate. AM Structures worked with structural engineering and composite materials specialist Gurit to review the structure of the bridge, and an initial study confirmed that the bridge concept was feasible with some minor changes to the underside geometry, and that the FRP decks would result in considerable weight savings compared with a steel structure.
The updated design proved to be successful and AM Structures was awarded a design and build contract by Dawnus for the fabrication of the two bridge spans.
Thorough analysis of dynamic behaviour
Having worked with Gurit previously on the Bradkirk Bridge and many other high profile structures, AM Structures contracted them to carry out the detailed structural engineering of the bridge decks.
These presented some interesting challenges. The decks are very slender, partially for aesthetic reasons, but also to ensure that the inshore lifeboat would have sufficient headroom to pass under the lowered bridge at all tide levels. Due to the complex geometry, lightweight and slender design of the decks, detailed consideration of the dynamic behaviour of the bridge under pedestrian loading was required.
The bridge was designed with predominantly glass reinforcements with longitudinal stiffness enhanced by local planks of carbon fibre. The internal structure comprised a series of transverse bulkheads and longitudinal beams laid into a sculpted structural shell. The decks were manufactured in typical sandwich form and topped off with a proprietary non-slip wear layer. Balustrade mounting brackets were invisibly bolted to the internal transverse bulkheads.
Gurit made extensive use of finite element analysis (FEA) to carry out transient dynamic analysis of the bridge using load models from Eurocodes. A number of load conditions were analysed, corresponding to groups of pedestrians walking and running over the bridge, in addition to a crowd loading case. This analysis led to optimisation of the laminates for both longitudinal and torsional stiffness of the bridge decks to meet the required comfort criteria.
Quality control of manufacture
Using the client’s geometry 3D file direct mould tooling was manufactured from CNC machined expanded polystyrene foam which was skinned with an epoxy laminate and then faired and finished to achieve the high quality finish that was required.
AM Structures built the bridge using Gurit’s Corecell™ M-Foam (a structural foam core material based on a SAN polymer base), Ampreg 21 epoxy resin and a mixture of glass and carbon reinforcements. QE1200 woven glass multiaxial was used for most of the structure providing a low reinforcements cost per kg. The fabric was wet out using a machine in order to reduce labour costs and better control the fibre volume fraction of the finished laminates. Woven glass biaxial (typically XE900) was used for over-taping and reinforcing joints within the bridge structure. Carbon planks were incorporated into the deck and lower bridge structure to provide longitudinal strength and stiffness and these were laid up from UC800 unidirectional carbon.
The client free-issued various steel fabrications used for hinges and lifting points as well as stainless steel plates used for the mounting of the balustrades. AM Structures incorporated these into pre-prepared apertures in the structure. An alignment jig ensured that the bridge lifting hinge bracketry was perfectly positioned.
AM Structures contracted Wizz Composites to advise on quality assurance requirements, develop the Quality Plan and advise on quality control activities, testing and documentation. Developing a comprehensive Quality Plan at the outset of the project ensured quality control of the finished structure.
Assuring the quality of manufacture of a substantial structure such as a bridge is always a concern of clients and end users who are often unfamiliar with FRP composite materials and their manufacturing processes. For a steel structure, a typical QC regime covers materials properties and certificates, welder qualifications, weld consumables certificates, weld procedure qualifications, non destructive testing of welds and so on, and these procedures are well understood and documented.
For a composite structure, materials properties are developed during the manufacturing process as the resin cures within the laminate matrix making the process of confirming the properties of the cured system more complex than simply obtaining a mill certificate from the provider. However, in many other respects the QA process for a composite structure can mirror one for a steel component, helping build client confidence and assuring that the structure behaves in the manner predicted by the structural engineer.
The QA regime for the Rhyl Harbour Bridge was comprehensive and included materials certificates and traceability, batch testing of component parts of the structure including main skins, bulkheads and deck panels. Tests carried out included laminate testing to verify laminate mechanical properties and DMA testing to verify state of cure and accuracy of resin mix ratios.
Within the bridge decks AM Structures provided cut-outs and installed trunking for a series of colour changing LED lights which ensure that the bridge presents a truly spectacular sight when lifted during darkness.
Transport and installation
The build of the decks was already a spectacular sight in AM Structure’s Isle of Wight factory and the shipment on the car ferry to the mainland, the onward transportation to Wales and the lifting of the decks into place, all attracted crowds.
More AM Structures projects Several AM Structures projects can be seen around the UK, including Ron Arad’s Big Blue at Canary Wharf, the three Light Wands (masts) at the Birmingham Bullring, the 33 m carbon composite bridge roof structure (which resembles a surfboard) at Langdon Park DLR Station and the Bradkirk Bridge supplied for Network Rail.
AM Structures also supplied the two 26 m feature lighting masts for the Poole Twin Sails Bridge and a number of 35 m Dune Grass flexible spars installed on Blackpool’s Golden Mile.
Each bridge span, which resembled the shape of a tuning fork in plan, was split lengthwise to reduce its width for road and ferry transportation. The finished walkway width is 4 m at the widest point, with each small leg being 3 m wide. Each half was preassembled with its mating part in the factory to ensure a perfect fit. Once at site the two halves of each span were bonded together using Gurit’s Spabond 340LV structural adhesive and located with two rows of bolts. Access to the inside of the bridge was achieved via hatches located in the deck surface.
The total weight of one complete span including hinge and balustrade supporting steelwork was 10.6 tonnes. Steelwork added a further 3.2 tonnes to each span. This represented a very considerable weight saving over the concrete or steel alternatives.
By the middle of July 2012, hundreds of people had flocked to Rhyl with their cameras to catch the moments when the 30 m long decks were lifted into place.
The new crossing needed a catchy name and so a naming competition was opened up to pupils at local primary schools. An independent panel considered over 30 names and finally selected “Pont y Ddraig” (The Dragon Bridge), as one student had suggested. The bridge was opened to the public on 22 October, when all pupils who had participated in the naming competition led the first walk across.
Story Credit: Reinforced Plastics Magazine